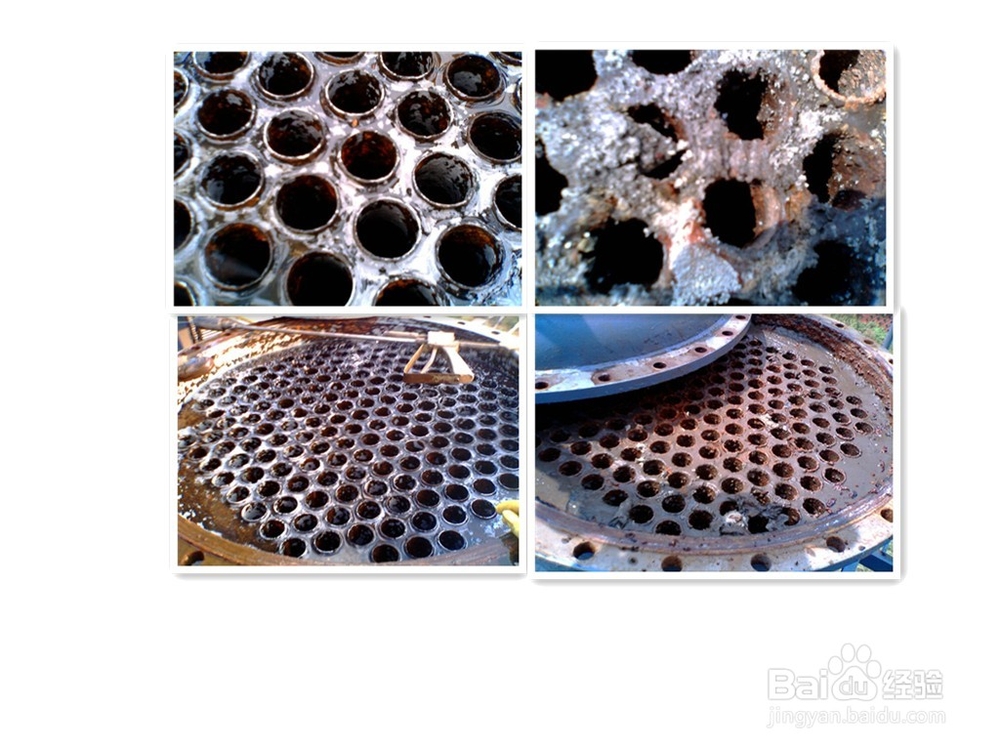
我们来了解一下大型设备如换热器清洗、换热器防腐等的一门施镀工艺。
化学镀镍磷合金(Ni-p),是在金属的催化作用下,通过可控制的氧化还原反应产生金属的沉积过程。与电镀相比,化学镀技术具有镀层均匀、针孔小、不需直流电源设备 、能在非导体上沉积和具有某些特殊性能等特点。另外,由于化学镀技术废液排放少,对环境污染小以及成本较低,在许多领域已逐步取代电镀,成为一种环保型的表面处理工艺。目前,化学镀技术已在阀门制造、机械、石油化工、汽车、航空航天等工业应用普遍,其中换热器清洗与换热器防腐领域也广泛应用,对于清洗防腐来说属蓝星系列清洗技术的一种。
既然NI-p的好处多多,那它流程是怎样的呢?
 【资料图】
【资料图】
处理前:
a.检查设备表面状况,如有机械性损伤,应及时妥善处理,如过厚油污、毛刺、尖角等。
b.新作设备,氧化皮较薄,且未喷防锈油的可直接酸洗,去氧化层后再活化。
c.新作设备,上了防锈油的彻底除油,然后再酸洗、除锈、水冲、活化。
d.未喷的但腐蚀严重,应喷砂除锈后进行加固,再活化。
工件的活化入槽
a.工件的活化是表面处理的十分彻底,且镀液配制、调整、加热实验完毕后再镀槽已加热过程中开始的。
b.始终保持活化液清洁,发现浮油等应及时溢出,以免工件出槽时吸在工件上。
c.活化好后,要快速吊出活化槽,酸流后,立即放入清水槽,放入时注意角度变化,冲洗几次后吊出水面,待水流差不多,便入镀槽,镀槽温度需调整好,大约3-5分钟即可,如时间过长会产生浮锈影响施镀。


镀液配制,方法不同,此处不作详细说明。
镀液的调整和护理,方法不同,此处不作详细说明。
镀液产生后,镀液入镀槽与工件泡制
镀后工件处理。
a.施镀完成后,需用大量清洗冲洗,或者直接入清水槽清洗,速度要快,清洗要彻底。
b.清洗后工件视情况做以下处理:
1.放入封闭槽做孔隙封闭处理,一段时间后拿出强制风干。
2.晾干后再镀层外喷一层防锈油
3.处理完成后工件如不立即返厂,应保持干燥后封存,忌放在潮湿的地方,日晒雨淋,以免影响镀层寿命

关键词: 化学镀镍磷合金的操作流程 镀镍合金 手工/爱好